What activities take place in a CNC lathe?
Undoubtedly, CNC lathes are the most popular lathes available today. Let's learn more about them. Due to its quick and precise operation, CNC, or computerized numerical control, is a term that is frequently used to refer to a lathe in modern society.
A computer program controls the machine tool. The program starts operating at a rapid rate and with excellent precision as soon as it is loaded into the computer. There is also a machine that has been preplanned and programmed; once the code for the various jobs is set, the machine can start working without the need to update the code again. Once it has been put up, a semi-skilled worker may easily operate it. Capstan and turret-style lathes are also used in mass production, although they lack a programmed feeding system. The components made by these lathes have incredibly small dimensional tolerances.

What are the operations consisted of in a CNC lathe machine?
In general, we use the CNC lathe for centering, facing, turning, chamfering, knurling, thread cutting, drilling, boring, reaming, spinning, tapping, and splitting off. The CNC lathe is a versatile machine tool that can execute practically any operation.
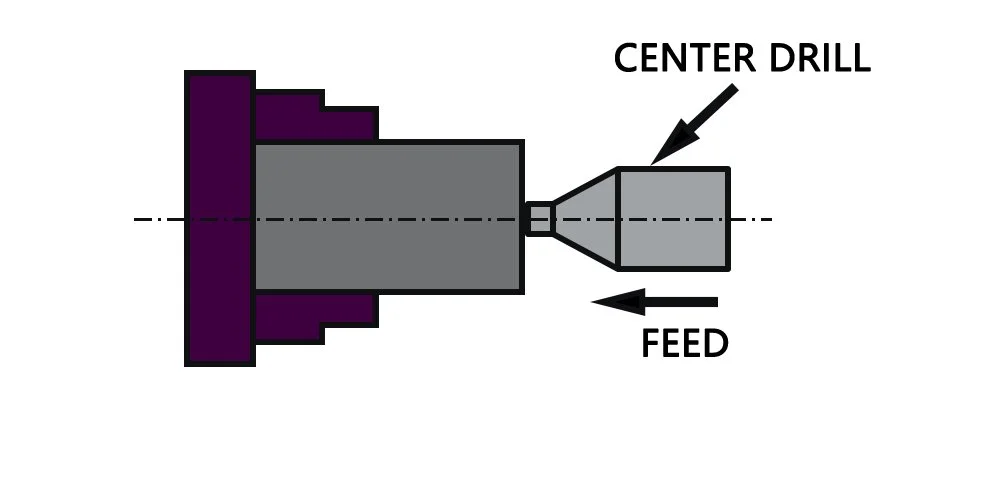
Centering operation in the lathe:
We use this operation to make a conical hole in the job's face to act as the bearing support of the lathe center when the job needs to be held between two centers. Headstocks and tailstocks are the two different kinds of stocks.
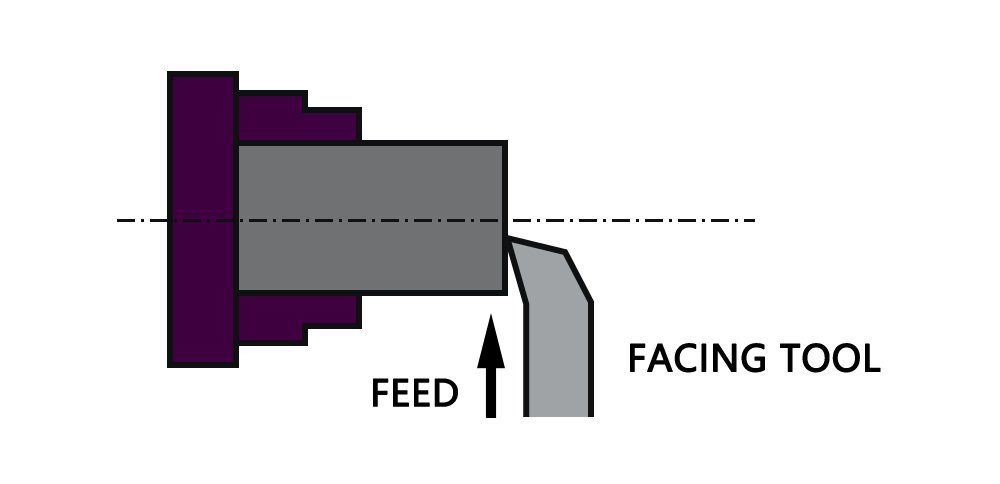
Facing operation in the lathe:
The facing operation's goal is to provide a smooth, flat surface along the operation's axis or for a predetermined period of time at the job's endpoints.
In this process,
1. the workpiece firmly in place on the headstock spindle using a three- or four-jaw chuck.
2. Start the machine at the desired RPM and rotate the task.
3. Give the desired feed perpendicular to the axis of the work.
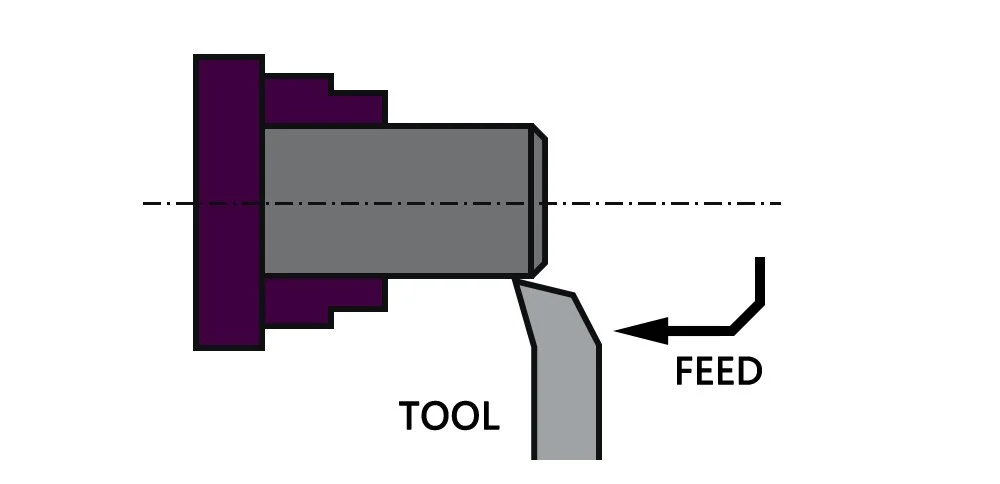
The lathe's turning process:
the procedure of eliminating extra material from a workpiece to form a cone- or cylindrical-shaped surface.
There are various turning operations, including:
Straight Turning
Using this procedure, extra material from the surface is removed to create a cylindrical surface.
Workpiece, check the ways below:
Verify that the job axis is parallel to the lathe axis and secure the job with an appropriate work holding device.
The cutting edge of the cutting tool should be parallel to or just above the work axis when it is placed on the tool post.
To achieve the desired feed rate, adjust the spindle.
Using the final or rough cut as a guide, determine the cut depth.
Start the cutting procedure.
To move the tool's carriage to the desired length, turn on the automated feed. Then, turn it off to bring the carriage back to its starting position.
Up till the assignment is finished, the process is repeated.
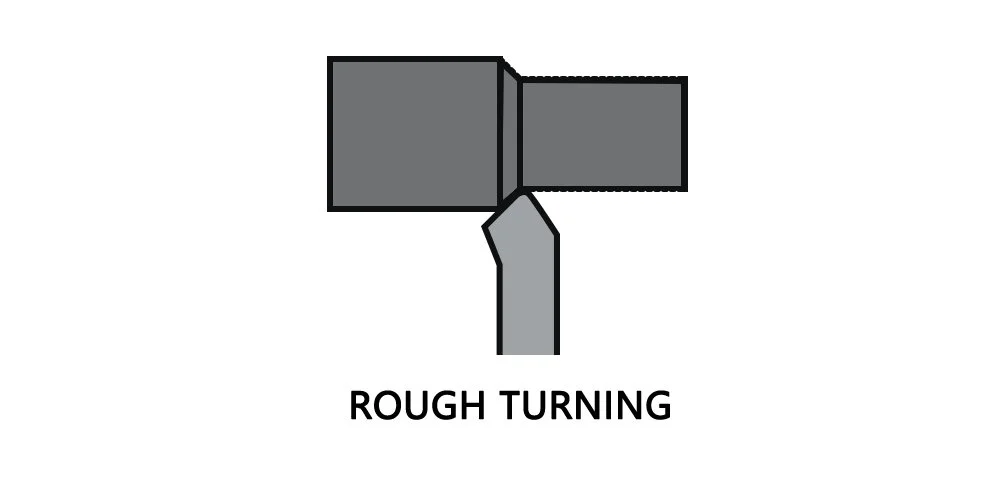
Rough turning:
Using a high rate of feed and a deep cut depth, it is a technique for quickly eliminating excess material from a workpiece. The feed rate is 0.3 to 1.5mm each revolution, and the cut depth ranges from 2 to 5mm.
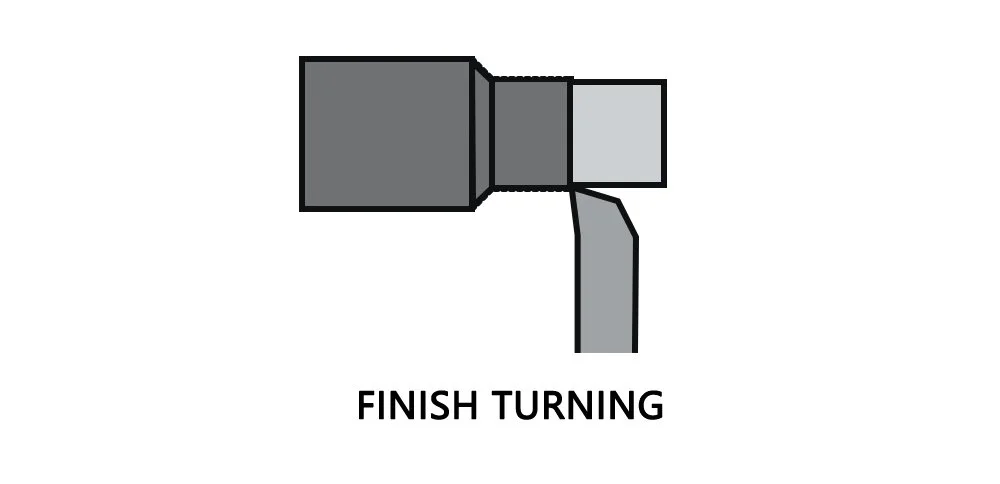
Finish turning:
The finish turning process requires a high cutting speed, a low feed rate, and a very shallow depth of cut to produce a smooth surface. Cut depths for finish turning range from 0.5 to 1 mm, while feed rates range from 0.1 to 0.3 mm per revolution.
Taper turning:
A tapering form can be made using any of the ensuing techniques.
adjusting the taper by means of a form tool
The compound rest is movable.
Resetting the tailstock is a process.
A taper turning attachment was used to
Chamfering process:
Chamfering is a technique for beveling the end of a work to remove burrs, improve appearance, and make a nut-bolt passage. Thread cutting, knurling, and rough turning are all done following this process.
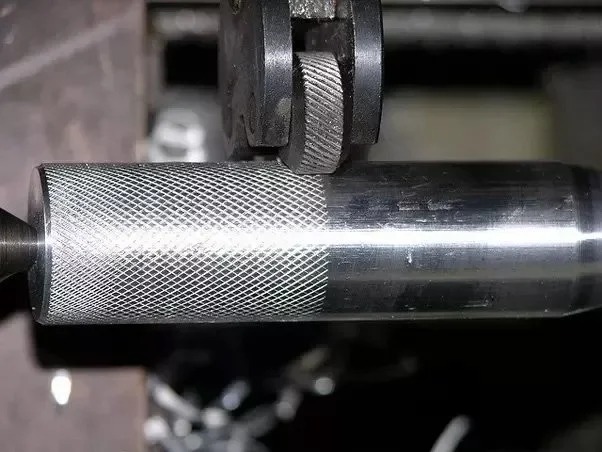
Knurling process:
It is a method for giving a workpiece a rough surface so that it may be efficiently grabbed. A precise reproduction of the knurling tool is left on the job's surface once it is firmly affixed to the tool post and pressed against the rotating job.chamfering process
Thread cutting process:
It is the process by which a helical groove is made on a cylindrical or conical surface.
when the job rotated between the two centers, by feeding the tool longitudinally.

Drilling process:
Making holes in a project is possible through the action of drilling. The job is turned on the lathe axis at turning speed during this process, and the drilling tool is mounted on the tail-stock spindle. And a hand feed is used to move the tailstock toward the task.

Boring process:
By turning internally, using a farm tool called a boring tool, we can increase the diameter of an existing hole on a piece. A boring tool is also installed on the tail-stock.

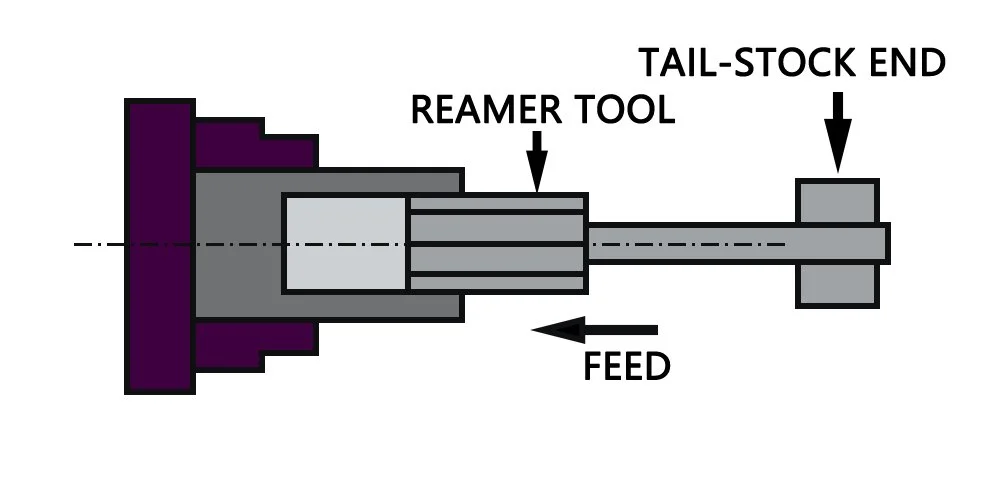
Reaming process:
Reaming is the process of sizing or finishing a drilled hole to the required size with a reamer.
The tail-stock is where the tool is mounted.
Spinning process:
In this process, the sheet metal job is held between the former and the tail-stock center rotates quickly alongside the former.
A long, round shaping tool that is snugly secured to a specific tool post presses the work against the former's periphery. The result is that the work now precisely resembles the previous one.
This machining technique uses no chips.
Tapping process:
This method is used to make internal threads inside a hole using a device called a tap.
Three taps are typically utilized in internal threads.
Taper Tap
Secondly Tap
Plug Tap
Parting-off process:
It involves cutting off a bar-shaped job once the machining process is finished. A parting-off tool is gently fed into a bar-type job until it reaches the job's center as the job is spun at turning speed while being held in a chuck.
